2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
|
1 引言 二十世纪70年代以来,加工中心得到迅速发展,出现了可换主轴箱加工中心,它备有多个可以自动更换的装有刀具的多轴主轴箱,能对工件同时进行多孔加工。这种多工序集中加工的形式也扩展到了其他类型数控机床,例如车削中心,它是在数控车床上配置多个自动换刀装置,能控制三个以上的坐标,除车削外,主轴可以停转或分度,而由刀具旋转进行铣削、钻削、铰孔和攻丝等工序,适于加工复杂的旋转体零件。加工中心按主轴的布置方式分为立式和卧式两类。卧式加工中心一般具有分度转台或数控转台,可加工工件的各个侧面;也可作多个坐标的联合运动,以便加工复杂的空间曲面。立式加工中心一般不带转台,仅作顶面加工。 此外,还有带立、卧两个主轴的复合式加工中心,和主轴能调整成卧轴或立轴的立卧可调式加工中心,它们能对工件进行五个面的加工。加工中心的自动换刀装置由存放刀具的刀库和换刀机构组成。刀库种类很多,常见的有盘式和链式两类。链式刀库存放刀具的容量较大。换刀机构在机床主轴与刀库之间交换刀具,常见的为机械手;也有不带机械手而由主轴直接与刀库交换刀具的,称无臂式换刀装置。为了进一步缩短非切削时间,有的加工中心配有两个自动交换工件的托板。一个装着工件在工作台上加工,另一个则在工作台外装卸工件。机床完成加工循环后自动交换托板,使装卸工件与切削加工的时间相重合。
图1 变频器配线图 3.3 变频器参数设计步骤
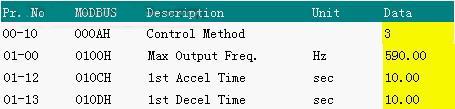
并且使用以上参数作VF控制运行,具体情况如下表,观察后符合电机运行特性。
(2)解决一个有趣的工程问题。在以上数据中,电机额定转速05-03是电机厂家铭牌没有提供,询问电机厂家也不是很清楚。这种情况下,由于电机本身带编码器,通过VF控制,将变频器运行到450hz,观察变频器中提供的r状态,电机实际转速为8900rpm左右,将测的数据填入到05-03。电机额定电流25A,075V43A-2变频器额定电流只有18A,所以只能将电动机额定电流尽可能的调整到最大(最大为21.6A)填入05-01参数。
整定后电机参数为
11-01参数关系到编码器方向的选择,如果设置不当,则PG闭环控制会出现问题。11-01设置是否正确可以通过在变频器面板r状态的观察,r如果是正值则表示方向设置正确,如果是负值则表示方向设置相反。
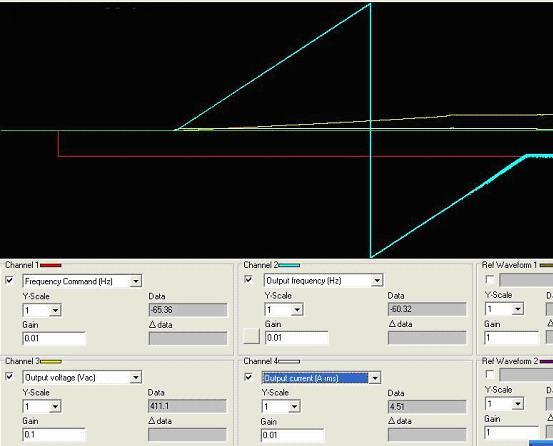
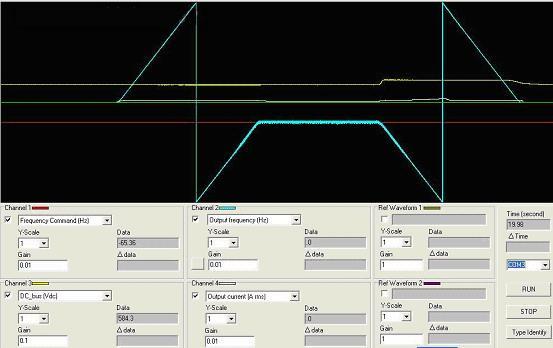
使用面板运行。首先将F=550,运行后发现不论启动过程还是停止过程,当输出频率到达450HZ左右时就不按照加减速时间来变化,变化非常缓慢。当出现以上现象时,可以通过调整参数11-05(M1IdsRef Limit)来解决,将11-05从出厂值90改为110后加减速过程正常。
图2(F=590,11-05=180)加速曲线 (4)作惯量估测以及ASR自动调整。将参数11-00=2,F=200HZ,01-12=01-13=1,正反转后测得惯量参数为49,之后将11-01=1,观察电机刚性,并对相应参数作修改。
(5)外部I/O功能的设置:
参见图1,MI1为单点定位,MI2为第一/第二加减速时间切换,MI3为脉冲位置命令输入使能做单点定位时,FWD/MI1闭合,变频器做定位动作。有如下参数对定位的灵敏程度以及定位时停止位置有关系,调整位置时可以将主轴停止在需要定位的位置并且观察面板上的G状态值,确定位置正确后将观察到得G值填入到10-19中;定位过程的灵敏程度通过调整10-21/10-22来改变,10-21越大,10-22越小,反映越快,定位过程越短;10-21越小,10-22越大,反映越慢,定位过程也越长。
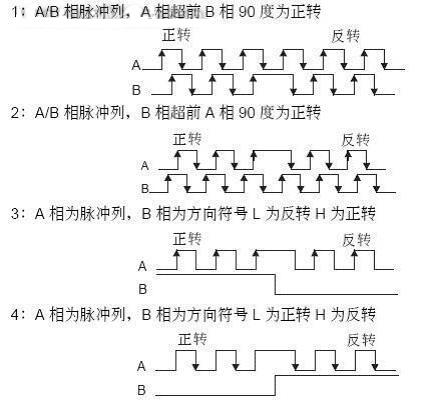
目前脉冲控制提供两种模式:速度模式以及位置模式。当工作在速度模式下,只需要将频率来源信号设置为脉冲给定,并且按照上位机提供的脉冲信号设置给定方式;如果变频器需要工作在脉冲位置命令模式,除了速度模式下的参数需要设置外,还需要配合外部端子信号FWD/MI1/MI2/MI3的闭合。
图3 接受的脉冲输入方式 使用脉冲控制时,还有两个参数也是非常重要的:1.10-17PG电子齿轮A;2.10-18PG电子齿轮B。其计算公式为转速=脉冲频率/编码器的点数(10-00)*电子齿轮A/电子齿轮B。
1-12=1,1-13=5,F=590
图4 加速曲线 1-12=5,1-13=5,F=590
图5 加速以及减速曲线 4 结束语 |




























































官方微信号

官方视频号