2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
关键词: 交流伺服系统 滤棒成型机组 速比 Profibus simolink 同步
ZL26滤棒成型机组除风机、风泵外,丝束的纵向开松和传送,甘油量的给定,封口胶和内线胶量的控制,都需要与主传动同步。进口机型KDF2和国产机型ZL22滤棒成型机组,都是通过机械传动方式与主传动联接。ZL26滤棒成型机组采用了当今先进的交流伺服系统,实现了各分传动部分与主传动电机速度同步,而且速比可调,使用简便。
丝束从供丝开始至滤棒成型,要经过如下工艺过程:1级至3级开松,通过风泵产生的压缩空气,使之横向开松(展开),开松效果怎样,可通过调节压缩空气压力大小解决,不需要其他控制;供丝辊、拉伸辊、传送辊对丝束作纵向开松(拉伸),开松效果怎样,需控制3对辊速与主传动的同步关系;甘油量、内线胶量、封口胶量的给定,需与主传动同步;高压喷嘴的空气压力需要与主传动同步。
一、初步方案
ZL26滤棒成型机组的速度为600米/分,机组的功耗为33千瓦。
根据ZL26滤棒成型机组的工艺要求,采用伺服系统控制设备的工作流程如下:主传动采用伺服电机,拖动成型机及输出部分,控制设备的速度按给定方式运行,并作为伺服控制系统的主轴;供丝辊、拉伸辊、传送辊采用伺服电机,作为从动轴,受主轴控制;甘油量、内线胶量、封口胶量的供给也采用伺服电机,作为从动轴,受主轴控制;高压喷嘴的空气压力不采用伺服控制,选用比例阀去控制和调节压力大小。
二、系统配置及主要特点
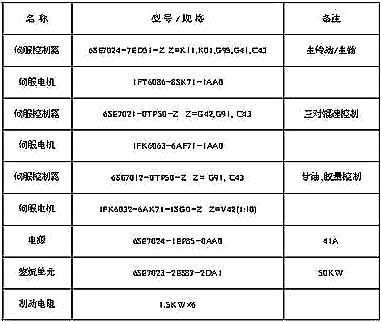
由于交流调速系统具有维护简便等优点,得到了普遍应用。所以,本系统采用了西门子交流伺服系统,选型配置(见表1)。

丝束的开松效果决定滤棒的品质,因此要求供丝辊、拉伸辊、传送辊与主传动按一定的速比实时同步,为了加速动态响应,这三对辊速的控制器与主轴控制器通过SIMOLINK进行实时数据通讯。
三、运行效果































































官方微信号

官方视频号
