2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
汽车制造业随着国产化进程的不断深化,发动机变速箱主要零件的毛坯也逐渐步入国产化日程。在新的国产化毛坯验证中,由于各类毛坯的标准质量要求非常高,而国内的制造手段和技术相对滞后,因此开发难度较大。在新毛坯验证阶段,机加工现场必须有一套较好的工作方法。在这一领域,上海通用作了一些尝试,成效显著。
作为毛坯供应商,毛坯的开发成功离不开机加工生产线的支持,在初始阶段肯定会碰到各种各样的毛坯缺陷问题。如何克服新毛坯的缺陷,需要多方面的协作与努力,也需要机加工现场的生产者的参与和支持。机加工现场的生产者有其自身优势,他们可以在试切削中,获得问题的第一手资料,他们的工作到位与否直接关系到毛坯供应商能否尽快地解决问题。因此,在新毛坯验证阶段,机加工现场必须有一套较好的工作方法。在这一领域中,上海通用汽车有限公司通过收集、整理、告知、反馈、探讨、协调、联络这一系列过程,与毛坯供应商共同努力,取得了很好的效果。
收集
毛坯在试切削中,虽然毛坯供应商按照毛坯图纸进行制模浇注,但由于毛坯图纸的尺寸公差及浇注中的工艺、设备及铁水收缩率等的差异,均会导致实际加工中出现外形、位置尺寸、型腔等与原机加工使用的毛坯出现差异,故生产线现场必须收集试切削时的毛坯在各个方面的缺陷,以便毛坯供应商有针对性地作进一步的努力,使其产品质量得到保证。试切削中与原毛坯的加工状况进行相互联系,通过目测、比较、测量、测试等手段,进行量化描述与数码相机摄片相结合,初步描述第一次出现的问题,为进行及时反馈、真实反映作好第一步工作,图1所示为操作工正在对下料工件进行目检。

例如,对于汽车发动机的缸体和缸盖毛坯,一般会有如下缺陷:
*毛坯在设备输送中的干涉;
*重要位置的缩孔、砂眼、气孔;
*型腔外形太高、太低;
*型腔外形、泥芯位置偏离;
*型腔外形缺损;
*毛坯余量太大;
*表面裂纹;
*多搭子;
*硬点;
*杂质;
*油道、水道泄漏等。

根据以上不同类型的缺陷,应分别予以注意并检查,图2为技术部门支持人员、毛坯供应商与生产现场人员正在下料处了解毛坯缺陷。

整理
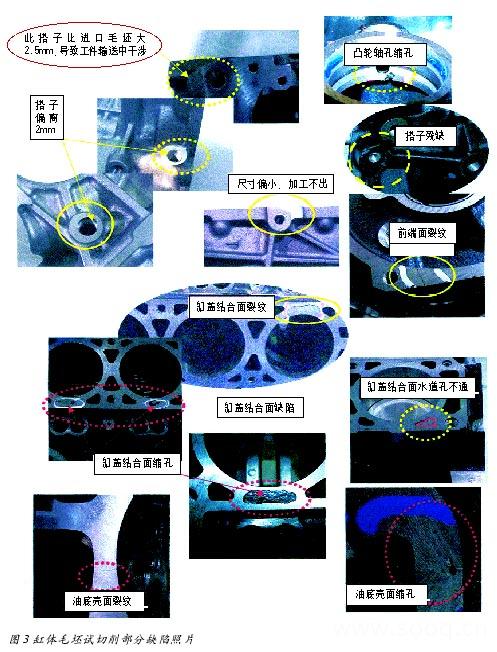
机加工现场根据收集到的缺陷信息进行整理汇总。如下页表为2000年3月5日生产的某一型号缸体毛坯在试切削阶段的问题汇总,图3所示为其部分缺陷照片。
告知
将整理后的问题清单及时反馈给相关部门人员,由他们与毛坯供应商联系。对于毛坯供应商来说,机加工线“告知”的问题的准确性极为重要,而且机加工线人员比毛坯供应商更加了解加工程序和加工设备情况,因而更能了解某些问题的实际情况。这样便于供应商按照客户发现提出的问题内容及时进行分析、查找,直至修正模具得到可靠的依据。
反馈
毛坯供应商根据问题的大小、类型进行分门别类地分析,将采取的措施反馈给客户相关人员及机加工现场的工作人员。他们根据自己的分析,作出各个问题的解决措施、完成日期及告知有些可能不属于他们的问题。有些问题可能由于以前的毛坯加工状况与现在的毛坯不一样,但是仍可能均属符合图纸要求的产品,故均属可接受毛坯,这样的反馈也可以提高对机加工现场问题的判断。
探讨
作为生产现场的工作人员,提出的问题往往只是从自身的角度出发,这时双方也需要进行进一步的探讨交换各自的意见。毛坯供应商根据自己的分析,说明这样做的合理性或难以解决的问题原因,这时,双方均可通过协商而得到共识,同样,生产线现场的工作人员也可以根据自己在试切削中的问题分析,提供问题的解决思路。以V6曲轴毛坯为例,当初毛坯供应商由4只曲轴浇注模,试切削后,只有一只浇注模的毛坯允许在生产线上使用,后来,生产现场和毛坯供应商及其他相关人员共同查找难以满足生产线要求的病症所在,最后,4只曲轴浇注模生产的毛坯全部通过验收,这样既满足了生产的需求,又保证了供应商的利益。
协调
产品加工中碰到的问题并非一概由毛坯厂家来承担,因为有时毛坯供应商的产品完全符合用户的图纸要求(如缸体毛坯的制造公差一般在±1.5mm),如果不符合图纸要求,他应该进行模具的修正;但是符合图纸要求,他有理由可以不作修改。这时需要双方协作来解决此类问题。例如,刀具碰到的耐用度问题,同样的刀具在加工原来进口毛坯时,刀具的耐用度数值可达500件,但在加工新毛坯时却只能加工250件左右。同样的机床,同样的切削参数,刀具的寿命却不一样,这时需要双方进行仔细分析、测试等工作,搞清问题的其他原因,如该毛坯导致刀具耐用度下降的真正原因等,最后发觉是毛坯硬度比原来进口毛坯硬度提高了10%,但这一数值仍属毛坯图纸的技术要求范围之内。这时,作为用户就不能说毛坯供应商供应的毛坯有问题,而此时可做两方面的工作,一方面是刀具管理部门可进行刀具的优化;另一方面是可与毛坯供应商协商配合,让他们在制造浇注中解决毛坯硬度的下降范围问题,使其尽可能地接近进口毛坯的硬度,以利于提高刀具耐用度。
工件在设备输送中的干涉问题,有时工件的毛坯外形尺寸的变化,可能导致输送中的干涉。但是当复查毛坯尺寸时,毛坯符合图纸,但就是不能在机床上输送过去。问题出在机床调试阶段时机床供应商用的毛坯不一样,机床供应商调试机床是第一批提供的毛坯,其尺寸二者可能一个是下偏差,一个是上偏差,这时重新改造机床的输送结构费用、时间均不允许,只能协调毛坯供应商修正模具,从而来满足机床中的输送。
联络
毛坯通过验收后,进入正常投入生产。这时机加工现场仍需收集新批次的毛坯在加工中的情况,根据问题的大小,立即或周期性地进行反馈浇注质量问题,这样及时联络与反馈会利于双方减少不必要的浪费,从而使新的问题得到及时解决。
结束语
用户是上帝,这是制造链中的新理念。一旦上下关系配合地很好,采用合理的方式方法,在实际生产中往往可以达到事半功倍的效果,最终实现双赢。




























































官方微信号

官方视频号
