2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
目前在冲压工艺设计及冲压模具开发中,随着CAE技术的深入发展及其在板料冲压成型领域应用范围的不断扩大,采用CAE技术对冲压方案及冲压工艺过程进行仿真以验证冲压工艺及模具设计方案的合理性,并进行成形质量的预测与评价,已成为必不可少的工艺环节之一。该项技术的应用不仅可以提高产品工艺补充设计的合理性,减少试模次数,提高模具开发的一次成功率,而且可以缩短模具开发周期、降低生产调试成本,从而提高企业的市场竞争力。
尤其是对于形状结构较为复杂的冲压件,通过对其冲压成形过程的仿真分析,提前预知成形缺陷(包括:起皱、破裂、回弹等),并采取有效的控制措施对工艺条件进行调整与优化,对提高冲压件的成形质量和保证零件的成形精度具有至关重要的意义。本文作者采用动力显式有限元软件DYNAFORM为平台,对汽车备轮架加固板零件的冲压成形过程进行仿真模拟,并利用软件的回弹预测功能,对冲压成型后的回弹现象进行了研究,为进行有效的回弹控制提供了有益的指导。

1 汽车备轮架加固板三维模型的建立
冲压件的成形一般都要经过"成型(包括弯曲、拉深、胀形等)--修边--整形--翻边--冲孔"等几道工序,冲压仿真可以针对其中的某一道工序,也可以对连续的几道工序多步仿真模拟,但进行冲压仿真的前提是建立精确的冲压零件及相应工具(包括坯料、凹模、凸模、压边圈等)的三维模型,为后序的冲压仿真提供必要的数据支持。在此利用PRO/E软件,按实际的冲压顺序建立汽车备轮架加固板零件的三维实体模型(图1) 。

主要建模步骤如下:
(1)落料。按工程实际所确定的毛坯尺寸和形状进行落料,如图2所示。
(2)冲孔。冲底部两个咖11mm孔、一个cb21mm孔和两个腰圆孔,如图3所示。
(3)首次弯曲。成形后的三维模型如图4所示。
(4)二次弯曲。成形后的三维模型如图5所示。


2汽车备轮架加固板零件的冲压仿真
2.1 汽车备轮架加固板冲压仿真模型的建立
以第1节中第3道工序的首次弯曲成形仿真为例,根据所建立的冲压件三维模型(见图4所示),在PRO/E环境下建立相应坯料、凹模、凸模、压边圈的曲面模型,并通过标准数据交换接口宰.iges文件格式导人DYNAFORM软件环境中;然居,采用最大、最小单元尺寸16、0.5mm用曲面网格划分法对坯料及相应的凸、凹模、压边圈等工具曲面进行有限元网格划分,并定义坯料单元类型为Belytschko.Tsay(BT)壳单元;最后,在DYNAFORM环境下,通过定义适当的冲压加工类型、材料性能参数、坯料、凸凹模具、压边圈、相应的刀具运动曲线及载荷曲线,建立的汽车备轮架加固板首次弯曲成形仿真模型如图6所示。

2.2汽车备轮架加固板冲压仿真结果分析
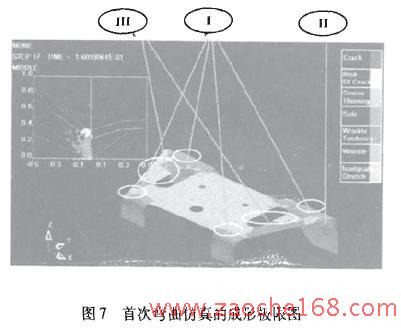
建立如图6所示的汽车备轮架加固板首次弯曲成形仿真模型后,运行带自适应网格(Adaptive Mesh)的分析类型,并将ADAFHVE CONTROL PARAM.CARD(自适应控制参数卡)中的REFINEMENT LEVEL编辑为3,并将仿真模型提交给LS.DYNA求解器进行求解,经过4 589s的计算及相应的后处理器处理后所得的冲压仿真结果的成形极限图如图7所示。从图7仿真结果可以看出,在给定的各种冲压工艺条件下,各主要弯曲部位(图7中部位I)的成形性能较好,但在图7中所示的部位II,仿真结果显示该部位由于切向拉应力太大而有破裂危险,是生产中应重点检查和保证的部位,可通过调整模具圆角半径和压边条件来改善,这一点在实际生产中也得到了证实。此外,图中部位III处的起皱趋势,大概是由边界处压边力作用的减弱而引起的,在保证主要弯曲部位成形效果的前提下,可以通过加大压边力和适当增加压边面积来改善,这一点也在实际生产中得到了很好的验证。因此,将现有的专用板料CAE分析软件DYNAFORM用于汽车备轮架加固板零件的成形仿真,用以预测成形质量、指导模具参数的设定及工艺条件的控制,是非常必要和完全可行的。
3汽车备轮架加固板的回弹控制与补偿
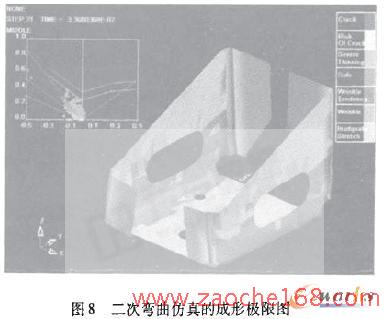
在汽车备轮架加固板零件的冲压成形过程中,前后两次弯曲成形后的回弹变形对产品成形质量及精度有着至关重要的影响,因此利用专用板料CAE分析技术对弯曲成形后的回弹变形进行定性及定量预测,并据此进行适当的成形质量控制,对保证和提高冲压件的成形精度、缩短试模次数、降低生产成本和周期都具有重要的现实意义。由于汽车备轮架加固板制件的形体宽度较大,在刚性不足时,很容易产生下榻或弓起回弹现象,为了更好地进行控制弯曲后的回弹,对制件进行了回弹分析。图8所示为用与第2节类似的方法对二次弯曲成形进行冲压仿真的成形极限图,以此冲压仿真结果作为回弹开始时的初始状态,在DYNAFORM软件环境下,通过Ls-DYNA InputFile的方式,利用其Springback功能模块对成形后的回弹进行了预测,并根据回弹预测计算的结果及趋势采用如图9所示的"过变形"及图10所示的"侧整"两种措施,对成形后的回弹进行补偿与控制,从而保证汽车备轮架加固板零件的冲压加工尺寸及形状精度。


4结束语
以汽车备轮架加固板零件的冲压加工工艺过程为依据,在Pro/E软件环境下完成了该零件的三维建模;再以各冲压工序为单元,在所建立三维模型的基础上构造或提取相应的模具型面(包括凸模、凹模、压边圈、坯料等),并将其导入专用板料冲压仿真CAE软件DYNAFORM中,建立相应工序的冲压仿真模型;然后,利用DYNAFORM的LS-DYNA求解器分别对汽车备轮架加固板零件成形过程中的一次弯曲和二次弯曲进行了CAE仿真分析,仿真分析结果预测了零件在各道工序中可能会发生的缺陷,对产品质量控制和相应的工艺方案改进具有重要的指导意义;最后,以二次弯曲工序为例,在冲压仿真的基础上,利用DYNAFORM的Springback功能模块对二次弯曲成形后的回弹进行了预测,并以此预测结果为依据,采用了改进模具结构的"过变形"和二次"侧整形"两种措施来进行工件的回弹补偿与控制,在生产中取得了较好的效果。本研究工作是将CAD技术、板料冲压CAE技术用于常规普通冲压件(以汽车备轮架加固板零件为例)"产品设计--冲压工艺方案设计与验证--冲压成形质量预测与控制"全过程的一次有效尝试,对提高模具设计的质量和效率、降低试模次数、保证冲压产品的质量、提高冲压产品的形状和尺寸精度都具有重要的现实意义,同时也证明了在广大中、小企业中普及CAD、CAE技术的可行性与有效性。




























































官方微信号

官方视频号
