2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
随着汽车工业的发展,汽车产品的种类、结构在不断发展变化,为满足轻、中、重型多种载货车的生产,已对总装配线先后进行了2~3 次局部改造,现在已成为能生产总重在6~24t 的轻、中、重型,长、平头全系列载货车的混流自动流水线。东风公司总装配厂三条整车装配自动流水线均在20世纪70 年代末建成,其总装配线的结构为桥链加板链的型式,工艺设计主要是依据中型长头车的产品结构和生产纲领。
7.2 生产双后桥、双前桥车重型车存在问题
双后桥、双前桥车重型车的主要特征:驱动形式6×4、8×4,10t 级贯通式双后桥,2 个独立前悬架,由1 个转向机控制同步转向。
7.2.1 主要工艺流程
双后桥:
车架上线——平衡轴悬架上线(包括平衡轴分装)——后桥上线——中桥上线——前悬架合件上线(包括前桥分装)——底盘翻转——发动机、变速箱合件上线(发动机、变速箱分装)——制动系统密封性检测——润滑脂加注——油箱、轮胎装配(包括油箱、轮胎分装链)——驾驶室合件上线(包括驾驶室分装)——制动液、防冻防锈液加注——整车调整——整车下线
双前桥:
车架上线—平衡轴悬架上线(包括平衡轴分装)——后桥上线——中桥上线——第一前悬架合件(包括前桥分装)——第二前悬架合件上线(包括前桥分装)——底盘翻转——发动机、变速箱合件上线(包括发动机、变速箱分装)——制动系统密封性检测——润滑脂加注——油箱、轮胎装配(包括油箱、轮胎分装链)——驾驶室合件上线(包括驾驶室分装)——制动液、防冻防锈液加注——整车调整——整车下线
7.2.2 存在主要问题
(1) 装配线总装工艺性
1) 装配三线无中桥、平衡悬架、第二前桥合件上线点。
2) 三条总装线桥链短,装配用工位数少。
3) 装配二线生产双后桥时,前悬架、后桥上线途径不合理。因为前悬架、后桥通过一条单轨相对上线,距离短,限制了生产节拍。再者,平衡悬架、中桥由叉车往装配线倒运,物流状态较差。
4) 发动机变速箱对接工艺较落后。变速箱对接过程中第一轴易磕碰损坏,发动机需多次倒运,造成人力、物力的浪费。同时,吊装对接还存在不安全隐患。
(2)工艺装备
1) 后桥分装螺母拧紧机。目前能达到最大扭矩500N·m,而双后桥重型车平衡悬架分装扭矩为843N·m,已不能满足生产。
2) 后桥钢装台不能满足多品种的生产,板簧压平装置操作不便, 板簧支架间距不可调节。
3) 装配三线底盘翻转器能力不足。现在翻转能力为4t,由于双后桥、双前桥车重型车增加了平衡悬架等三大总成共5t,因此翻转能力必须提升到8t。
4) 产品结构的装配工艺性差,拧紧扭矩不能达到工艺要求,如平衡轴悬架联接等,受空间限制,现有风动工具无法使用,靠人工拧紧,扭矩没有保障,劳动强度大,装配工时大,是重型车装配的一大难点。
8 主要工艺方案
8.1 方案一:改造装配三线
8.1.1 总装配线改造
1)新建平衡悬架、中桥、后桥及2 套前桥合件上线单轨,满足各大总成合理上线,平衡悬架合件(后桥合件)、前桥合件上线,各分别由2 套过跨小车输送,从装配线右侧上线,中桥、后桥从装配线左侧上线。
2)改造6~8 柱间3 台手拉天车,右边供双后桥重型车储气筒合件上线用,左边供单桥重型车储气筒合件上线用。
3)增加重型车储气筒分装地增加平衡吊1 台。
4)油箱链、轮胎链护网及悬挂吊具改造,加宽加深护网通道,改进悬挂吊钩结构,确保重型车大油箱、轮胎的通过性。
6) 驶室地拖链、贮存小车及合件上线吊具改造。加大地拖链强度,使贮存小车及合件上线吊具能适应窄型、CPB12、CPB12 加长型、C800 平头驾驶室的储存、分装及合件上线的要求。
7) 型车保险杠合件上线处增加一平衡吊。
8) 拆除总装线上润滑油加注机,润滑油加注在各总成分装地进行。从而增加了总装线上装配操作有效长度6 米。
9) 建立发动机、变速箱对接阵地。发动机储存于环形地拖链上,运行系统由电脑全程监控,采用两台对接台,有自动找正、对中系统,8 个自由度供调节使用,发动机、变速箱对接在对接台上完成后,通过过跨小车上线。提高了装配质量、分装节奏,减少总成倒运次数,同时适应多品种混流生产。
8.1.2 工艺装备
1)后悬架U 型螺栓拧紧采用无级可调式双头螺母拧紧机,扭矩值在300~1000N·m 之间可保证,U型螺栓中间距在190~300mm 内可调,参数设置、修改简便快捷,拧紧结果自动识别,不合格自动报警,具有系统自检、零件标定、校正和故障自诊功能,适应多品种混流生产。
2)前、后桥及平衡轴钢装台采用可调式、自动压平装置,同时满足多种重型车生产,具有一定的柔性化生产能力。
3)翻转器改造。将其翻转的额定载荷由4t 提升至8t。由于增加了三大总成的上线单轨,翻转器轨道需减短4m。
4)设计专用翻转辅具,保证底盘翻转同步、安全、可靠。
5)采用组合式发动机存放架、过跨小车及上线吊具,并具有一定的柔性化生产能力。
6)轮胎螺母拧紧机采用五轴组合式、轴距、扭矩可调的电动拧紧机。操作简便,能自动识别拧紧结果,不合格自动报警,适应多品种重型车生产。
7)平衡轴连接螺栓等处,需使用的电动特形装配工具,有待探索研发。目前,仍然由人工扳手拧紧,为解决这一瓶颈问题,采用双工位,使之得以缓解。
8.1.3 实施效果
装配三线改造后,工艺装备、装配工艺水平有了较大的提高。通过改造,提高了劳动生产率,降低了劳动强度,营造了优良的劳动环境。
1)具备了总重为30t(EQ1300 系列)系列车型以及双前桥重型车的批量生产能力;增加平衡悬架、中桥等17 个装配工位后,双后桥重型车单品种生产能力将达到3.5 万辆;同时,具备了双前桥重型车的批量生产能力。
装配线中、重型车生产能力(单一品种) (万辆/年)

2)通过改造提高了后桥分装(平衡悬架分装)的技术水平和自动化程度,提高了各大总成分装的柔性化程度。
3)使用的拧紧工具技术水平和功能上了一个新的台阶,提高了劳动生产力,并且使整车装配质量保证能力有了大的飞跃。
8.2 方案二:对装配二线进行局部改造
采用先进的工艺装备,科学、合理地调整三条装配线上产品的种类。
8.2.1 装配一线
采用先进的工艺装备调整产品的种类,提高双后桥重型车的生产能力。
1)后悬架U 型螺栓拧紧采用无级可调式双头螺母拧紧机,扭矩值在300~1000N·m 之间可保证,U型螺栓中间距在190~300mm 内可调,参数设置、修改简便快捷,拧紧结果自动识别,不合格自动报警,具有系统自检、零件标定、校正和故障自诊功能,适应多品种混流生产。
2)前、后桥及平衡轴钢装台采用可调式、自动压平装置,同时满足多种重型车生产,具有一定的柔性化生产能力。
3)轮胎螺母拧紧机采用五轴组合式、轴距、扭矩可调的电动拧紧机。操作简便,能自动识别拧紧结果,不合格自动报警,适应多品种重型车生产。
4)采用先进的定扭、扭矩可控的装配工具。平衡轴连接螺栓等处,需使用的电动特形装配工具,有待探索研发。目前,仍然由人工扳手拧紧,为解决这一瓶颈问题,采用双工位,使之得以缓解。
5)整装配线上产品种类,最大限度地利用装配线的长度和人员,提高重型车产量。
8.2.2 装配二线
进行局部改造后具有总重为30t 重型车的批量生产能力和双前桥重型车的通过性,提高双后桥重型车的生产能力。
1)对中、后桥上线单轨、平衡轴上线环轨进行改造,增加后桥上线点,平衡悬架合件及后桥采用过跨小车上线,同时也具备双前桥车型(8×4)的通过能力。
2)拆除驾驶室自行小车及回转道,新建驾驶室上线单轨,能顺利通过EQ1300 系列重型车驾驶室。
3)拆除总装线上润滑油加注机,润滑油加注在各总成分装地进行。从而增加了总装线上装配操作有效长度。
4)油箱链、轮胎链护网及悬挂吊具改造,加宽加深护网通道,改进悬挂吊钩结构,确保重型车大油箱、轮胎的通过性。
5)后悬架U 型螺栓拧紧采用无级可调式双头螺母拧紧机,扭矩值在300~1000N·m 之间可保证,U 型螺栓中间距在190~300mm 内可调,参数设置、修改简便快捷,拧紧结果自动识别,不合格自动报警,具有系统自检、零件标定、校正和故障自诊断功能,适应多品种混流生产。
6)前、后桥及平衡轴钢装台采用可调式、自动压平装置,同时满足多种重型车生产,具有一定的柔性化生产能力。
7)轮胎螺母拧紧机采用五轴组合式、轴距、扭矩可调的电动拧紧机。操作简便,能自动识别拧紧结果,不合格自动报警,适应多品种重型车生产。
8)采用先进的定扭、扭矩可控的装配工具。平衡轴连接螺栓等处,需使用的电动特形装配工具,有待探索研发。目前,仍然由人工扳手拧紧,为解决这一瓶颈问题,采用双工位,使之得以缓解。
9)合理布局,尽可能减少线上装配的操作工时,增加工位数14 个。
8.2.3 装配三线
提高中型车和载重为8t 的重型车的能力。
1) 后悬架U 型螺栓拧紧采用无级可调式双头螺母拧紧机,扭矩值在300~1000N·m 之间可保证,U型螺栓中间距在190~300mm 内可调,参数设置、修改简便快捷,拧紧结果自动识别,不合格自动报警,具有系统自检、零件标定、校正和故障自诊功能,适应多品种混流生产。
2) 拆除总装线上润滑油加注机,润滑油加注在各总成分装地进行。从而增加了总装线上装配操作有效长度6 米。
3) 采用先进的定扭、扭矩可控的装配工具。传动轴等装配空间有限的工位,采用电动特种扳手,减少人工拧紧点,降低传动轴装配工时。
8.2.4 实施效果
1) 采用先进工艺装备、对装配二线进行局部改造后,解决三条装配线重型车生产瓶颈,从而提高生产率,降低整车生产节拍。
2) 达到了8 万辆的重型车生产能力,其中双后桥重型车6.7 万辆,同时,具有双前桥车型的通过能力,投资少,见效快。
装配线中、重型车生产能力(单一品种) (万辆/年)

8.3 对装二线进行加长改造
提高双后桥重型车生产能力,使之成为具备总重为30t 重型车的和双前桥重型车的批量生产能力。
8.3.1 装一、装三线改造同方案二
8.3.2 装二线加长改造具备双前桥和总重为30t 的重型车批量生产能力
1) 桥链加长16 米,板链加长12 米。
2) 对中、后桥上线单轨、平衡轴上线环轨进行改造,增加后桥和第二前桥上线单轨。平衡悬架合件及后桥采用过跨小车上线。
3) 拆除驾驶室自行小车及回转道,新建驾驶室上线单轨,能顺利通过EQ1300 系列重型车驾驶室。
4) 轮胎链加长,护网加宽、加深改造。
5) 油箱链护网加宽、加深改造。
6) 加油塔及计算机房移位改造。
7) 拆除总装线上润滑油加注机,润滑油加注在各总成分装地进行。从而增加了总装线上装配操作有效长度6 米。
8) 采用先进的定扭、扭矩可控的装配工具。平衡轴连接螺栓等处,需使用的电动特形装配工具,有待探索研发。目前,仍然由人工扳手拧紧,为解决这一瓶颈问题,采用双工位,使之得以缓解。
9) 轮胎螺母拧紧机采用五轴组合式、轴距、扭矩可调的电动拧紧机。操作简便,能自动识别拧紧结果,不合格自动报警,适应多品种重型车生产。
10) U 型螺栓拧紧采用无级可调式双头螺母拧紧机,扭矩值在300~1000N·m 之间可保证,U 型螺栓中间距在190~300mm 内可调,参数设置、修改简便快捷,拧紧结果自动识别,不合格自动报警,具有系统自检、零件标定、校正和故障自诊功能,适应多品种混流生产。
11) 前、后桥及平衡轴钢装台采用可调式、自动压平装置,同时满足多种重型车生产,具有一定的柔性化生产能力。
8.3.3 实施效果
改造后,装配二线的工位数将增至为125 个,双后桥重型车生产能力将达到4 万辆。具备双前桥和总重为30 吨的重型车批量生产能力。为将来重型车需求量高速增长做充分准备。
装配线中、重型车生产能力(单一品种) (万辆/年)

9 工艺方案对比分析
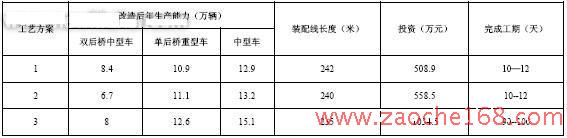
从上表中可以看出,达到设计目标,投资少见效快,不影响大循环生产,方案一是最经济、合理,有较好的综合效益的。将其确定为最终的工艺方案。
10 创新点
在本次工艺设计中,我们对每个项目都充分考虑了柔性化、通用性,不因为技术改造而影响原有车型的生产能力,从而在不加长装配线、不进行大幅度的工艺调整及资金投入的基础上,装配工艺及工艺装备采用国内外先进技术,实现轻、中、重型车混流生产,达到了预期的目的。
10.1 工艺创新
10.1.1 工艺布局的创新
1) U 型对接单轨:在有限的空间内,为满足两大总成上线装配,采用U 型对接单轨。两大总成先后分别从单轨两端上线,共用单轨直线段,延长有效工作区间,从而保证生产节拍。

2) 多种形式单轨优化组合:装配三线在有限的空间内,实现双后桥、双前桥车型的五大总成上线,打破过去单一的“L”型单轨模式,采用“U”型、“L”型、“S”型单轨的优化组合,在有限的空间内实现电葫芦并行,减少电葫芦行走辅助段。

10.2 装配工艺创新
1) 双工位法:采用多个工位间隔作业共同完成同一个作业内容的方法解决影响重型车生产的瓶颈工序工时大的问题。
2) 预充气法:整车装配完成下线调整前采用外部压缩空气,对制动系统预充0.8MPa 的气压,解决重型车冷起动困难的问题,同时也减少了尾气排放量。
3) 车架上线前的预装配法:双后桥重型车增加了两大总成的上线段,为提高生产率,优化车架存贮方式,在车架上线前对部分零件进行装配,等同于延长了装配线的长度。
4) 装配柔性化设计:充分利用原有设备、工装,通过技术改造、工位器具及专用工具的柔性化设计,在原有装备的基础上实现轻、中、重及长头车系列的混流生产,提高快速应变能力。
10.3 技术装备创新
10.3.1 采用先进的拧紧设备
1) 悬架系统 U 型螺栓拧紧采用双头、无级可调式静扭矩电动拧紧机。
2) 轮胎拧紧采用五头可调式静扭电动拧紧机。
拧紧头间距可调式静扭电动拧紧机适应多品种柔性化生产,采用微电脑全程控制、具有完备的质量监控系统、扭矩自动识别及不合格警报系统。具有拧紧过程实时监控,拧紧过程曲线分析,数据屏幕显示、储存、统计、图表生成等功能。
11 结束语
总装配生产线的技术改造,将随着市场对产品需求的变化不断进行。技术改造中,要全面分析新产品的结构以及市场需求的趋势,装配工艺机工艺装备要有较强的边品种适应能力。同时达到投资少、建设速度快、提供优质产品、满足生产纲领、获得良好的经济和社会效益的目的。




























































官方微信号

官方视频号
