2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
随着新车型开发速度的加快,汽车零部件产品的生产正在趋向于多品种、小批量的生产方式。在这种条件下,只有采用广泛的柔性生产技术及生产线,才能保证制造企业生产的效率和经济性,同时更加及时地对产品品种变更做出响应。
在汽车发动机等关键零部件产品的生产中,及时掌握加工尺寸的变化是确保工件具有稳定加工质量的有效途径,我国车企在生产中根据实际情况创新出了很多实用的测量方法。
在发动机生产中,各种零部件产品种类多、结构复杂,如何进行高精度的加工,并通过对加工质量进行准确控制,从而调整机床的加工参数,生产企业在实践中创新出了很多实用技术。本文着重介绍如何对气门座圈安装底孔轴向尺寸进行控制,实现便捷检测。
问题提出
在缸盖柔性生产线上,OP-50工序的主要内容是精加工φ11mm导管孔和气门座圈安装底孔。其中,对于气门座圈安装底孔的轴向参数,图纸上有着严格的技术要求,如图1所示。
从图中可以看出,C为进气座圈安装面深度,加工要求103.19±0.05mm;B为排气座圈安装面深度,加工要求104.39±0.05mm。这些加工参数都是孔中心与顶面交线的距离,此距离的变化将影响气门座圈的轴向位置。
在批量生产中,由于加工机床磨损、受热等因素的影响,这一参数容易发生变化。因此,必须快速、准确地完成对该尺寸的测量,才能达到对机床加工精度监控的目的。
解决方案
从图1所示的设计图纸上可以发现,该进、排气孔的中心线与顶面垂直面具有一定的角度(β和α),并且中心线与顶面的交点难以确定。因此,不能采用直接测量的方案。

图1 气门座圈安装底孔
我公司检验室技术人员针对这种情况,开发设计出了一套专用检具,使得快速测量成为可能。
如图2所示,这是一个专门用于测量气门座圈安装底孔轴向尺寸的基准块。它由圆柱体和钢球两部分组成,钢球放在圆柱的中心孔上用胶固牢。这样基准底面至钢球的最高点距离A,可以精确的测量出来,此值在测量中是不变的,可视为一个常数。
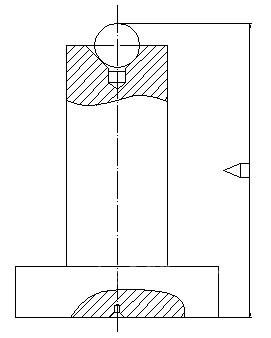
图2 高度基准块
测量时,将缸盖顶面与基准块底平面接触,基准块的大端外圆放在被测座圈底孔内,其底面与座圈底孔安装面完全接触(图3)。此处,大端外圆和座圈底孔的配合采用适宜的间隙配合,主要是考虑到测量时,基准块拿取方便,又不致对测量精度造成影响。然后,用高度尺及杠杆表在平板上测出高度FE。
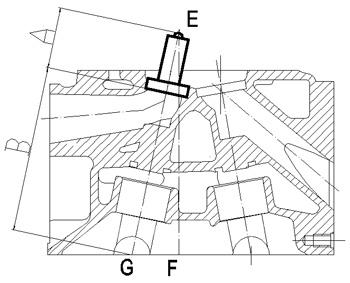
图3 高度基准块测量时在缸盖中的安装位置
从图3中所示的直角三角形EFG中,实际距离B=EG-A。而长度EF和A,以及α角的数值是已知的。因此,我们可以很容易计算出要求尺寸B的数值。但这种方法需要频繁计算。
对于该部位轴向尺寸的确定,主要是为了掌握机床加工精度的变化,以便作出及时调整。因此,我们考虑到,能否直接用测量出的EF值来判断B尺寸的变化呢?
我们依然以排气道轴向尺寸为例,B尺寸为104.39±0.05mm,取104.39mm;α=11°58′±15′,取α=11°58′。因此,EF=(A+B)×cosα。这样,便可将每次测出的实际值与计算出的EF值进行对比,可以间接判断B尺寸的变动量是否在图样要求的范围,从而及时调整机床参数。
结语
发动机零部件通常结构复杂、加工要求高,必须及时掌握工件加工尺寸的变化。为了更加方便测量,技术人员制造了一个测量基准块(图4),测量基准块高度等于EF。在测量时,将高度尺装上杠杆表,并将表在基准块平面上(表有一定压缩量)调整到零位,然后去测量钢球最高点,看表针的偏移量,就可以直接读出B值的实际误差。该基准块基准面分高低两部分,分别用于测量排气和进气座圈安装孔的轴向尺寸。

图4 测量基准块




























































官方微信号

官方视频号
