2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK

汽车变速箱的未来
和气候挑战要求发动机更轻量化且更加节能,即更低的材料消耗,更少的废品和尽可能减少二氧化碳排放。
虽然电动汽车,特别是混合动力汽车的数量不断增加,但所有种类型的车辆都仍将配置变速箱。不同的只是,它们会在设计、生产规划、制造和性能等方方面面更加具有独创性。
逾75年来,凭借与全球汽车制造商的密切合作,山特维克可乐满在汽车行业开发了系列丰富的解决方案。我们深知挑战所在,与全世界的机床刀具制造商、零部件制造商和研究机构紧密合作,提供适用于所有车辆零部件的加工刀具和深入而专业的应用技术——从摩托车到重型卡车,涵盖广泛。

车削解决方案
CoroTurn® Prime和PrimeTurning™:车削领域有史以来※突出的创新成果。
如果可以反拉车削,您会怎么做... 随着切削刃和进给方向之间的主偏角的减小,进给率和产量均大幅度提高。现在,这已成为现实。
CoroTurn® Prime全向车削刀具可使生产效率提升50%以上,提高机床利用率并大幅延长刀具寿命。
PrimeTurning™技术实现全向车削
适用于PrimeTurning™的CoroTurn® Prime创新性车削刀具
CoroPlus® Tool Path软件可为PrimeTurning™生成优化的NC代码

A型刀具
用于轻型粗加工、
精加工和仿形切削

B型刀具
用于粗加工

全方位提升

新一代钢件车削材质GC4425和GC4415,确保稳定的加工及可预测的刀具寿命,从而提升钢件车削工序的安全性、加工效率和生产效率。
GC4425是钢件车削的推荐材质,在大多数钢件车削应用中的表现均优于竞争对手。当加工需要更高的耐热性时,可使用材质GC4415来优化您的车削工序。
山特维克可乐满提供完整的材质供应链,现货供应,使变速箱零件生产保持高生产率。

Inveio™涂层是一项真正的技术突破,使刀片具有更高的强度和出色的耐磨性,从而实现车削加工的可预测性,确保更长的刀具寿命。第二代Inveio®涂层技术进一步提升了晶向技术,从而提高刀片耐磨性能,实现更稳定一致的车削性能。

八刃刀片

CoroTurn® 300可为车削中心和多任务机床的粗到精加工工序提供 高效且优质的车削。
传热性能出众的八个有效切削刃,确保可预测的加工性能和抗磨损性。
CoroTurn 300® 的上端高精准的冷却方式,易于断屑并获得高表面质量,下端冷却方式, 易于控制温度并确保可预测的长刀具寿命。
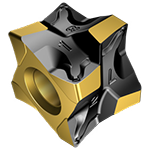
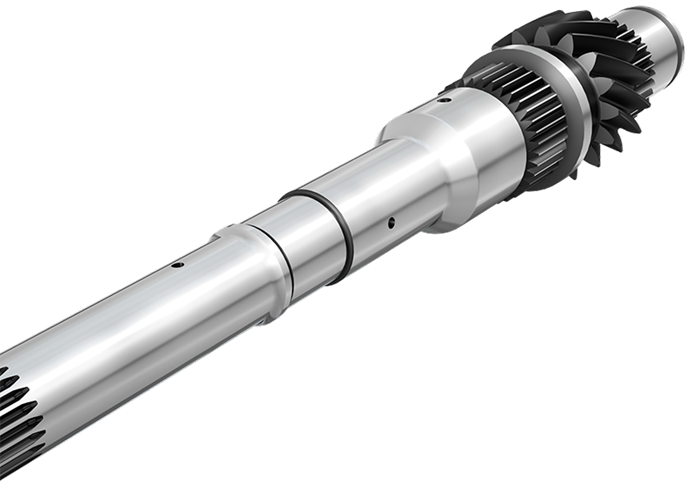
齿轮和花键铣削
强力刮齿,更具灵活性,并获得更高的生产效率
强力刮齿是一种连续切削工艺,速度比插齿快得多,同时比拉削和滚齿更灵活。该方法允许靠近台肩加工,从而为零件设计规划提供了更大的自由度。
强力刮齿非常适用于轮齿和花键高效大批量加工。采用强力刮齿工艺,在通用5轴机床上,通过一次装夹便能完成整个零件的加工。
CoroMill® 178
整体硬质合金强力刮齿刀具。

强力刮齿的优点
生产率高,灵活性大
与传统加工方法 (例如拉削、插齿和滚齿)相比,加工节拍大幅缩短
在通用5轴机床中通过一次装夹即可完成整个零件的加工
可预测的加工过程
在干切条件下,仍然非常高效

CoroMill® 180
可转位强力刮齿刀具。
快速而便捷的花键和齿轮
CoroMill® 171.4小模数花键铣削刀具可用于加工中心、多任务机床和车削中心,通过一次装夹即可完成整个零件的加工。
优点
在现有机床中通过一次装夹即可实现花键加工,而无需投资购买新的滚齿机
不需要在不同的机床或车间之间转运零件
不需要对高速钢 (HSS) 刀具进行重磨和重涂
同一个刀体能够安装加工不同花键轮廓的刀片
CoroMill® 172 是另一种高效的盘,可以在非专用机床上实现整个零件的柔性化加工,如多任务机床和加工中心,以及滚齿机。
优点
在一台机床上通过一次装夹便可完全加工零件 - 与高速钢 (HSS) 刀具相比,显著缩短了加工周期并大大降低了加工成本
一种刀体能够多种不同轮廓的刀片,与高速钢刀具相比,通用性更强
干式加工缩短了加工周期并降低了成本,这使加工更经济,操作工人更轻松
经济高效的解决方案适合于小到中等批量生产
CoroMill® 171.4适用于0.8–3.0 (DP 32/64–8/16) 模数的外部花键铣削,CoroMill® 172适用于3–10模数的外部和内部齿轮和花键铣削。

CoroMill® 171.4适用于5轴机床上进行柔性化的花键铣削。
淬硬零件车削
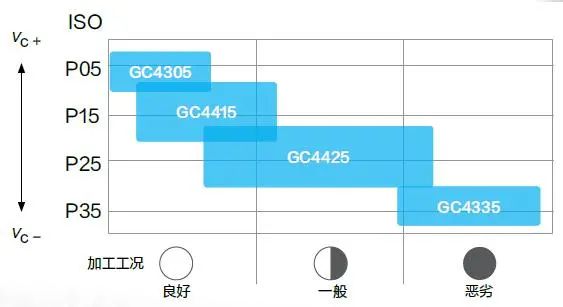
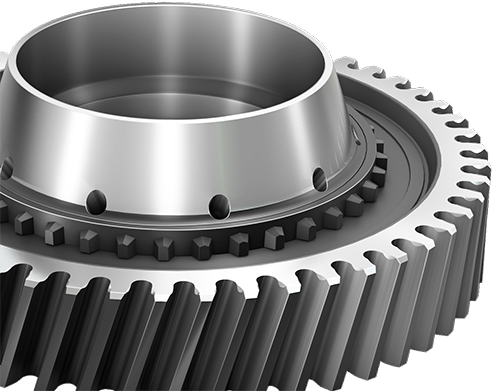
新一代CBN材质实现淬硬零件车削
对于从事变速箱淬硬零件车削的客户而言,我们的新一代CBN材质是一个※佳的选择,理由如下:该材质适用于更高的切削速度,更高的刃线安全性以及更稳定的刀具寿命,并降低单件加工成本。全新CBN材质可满足淬硬零件的车削加工要求,实现安全高效的加工,获得出色的表面质量。

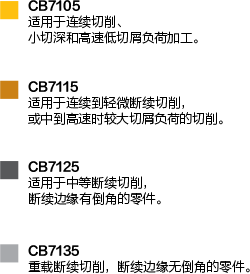
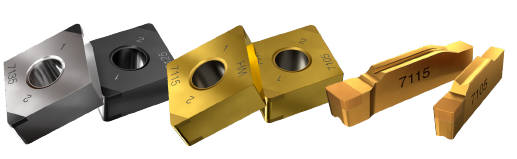
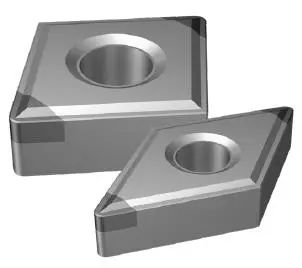
带断屑器的CBN刀片
采用一次切削策略,对齿轮、圆锥齿轮、轴和表面淬硬部件等汽车部件进行从硬到软的粗加工。
通过槽型选择,以实现卓越生产效率
对更高生产效率的不懈追求,以及客户对稳定且可预测的加工性能要求,推动山特维克可乐满研发团队迎接加工中面临的挑战。
根据机床和装夹稳定性,有三种层级的高效解决方案:
标准圆角半径,可实现※大程度的通用性
Wiper (修光刃) 槽型,在大多数工况下均可提高表面质量或每转进给量
Xcel槽型,可在稳定工况下提高生产效率
CoroCut® 1-2刀片, 结合-XB槽型,可在稳定工况下满足※严格的表面质量要求并实现卓越生产效率
选择适合您加工要求的槽型
山特维克可乐满的硬零件车削概念可提供各种不同的解决方案。根据您的具体情况制定※佳解决方案。

标准圆角半径
可※大程度实现通用性。
Wiper修光刃
在大多数工况下均可提高表面质量或每转进给量。

Xcel
可在稳定工况下提高生产效率。
CoroCut® 1-2刀片
采用-XB槽型可实现※大进给。
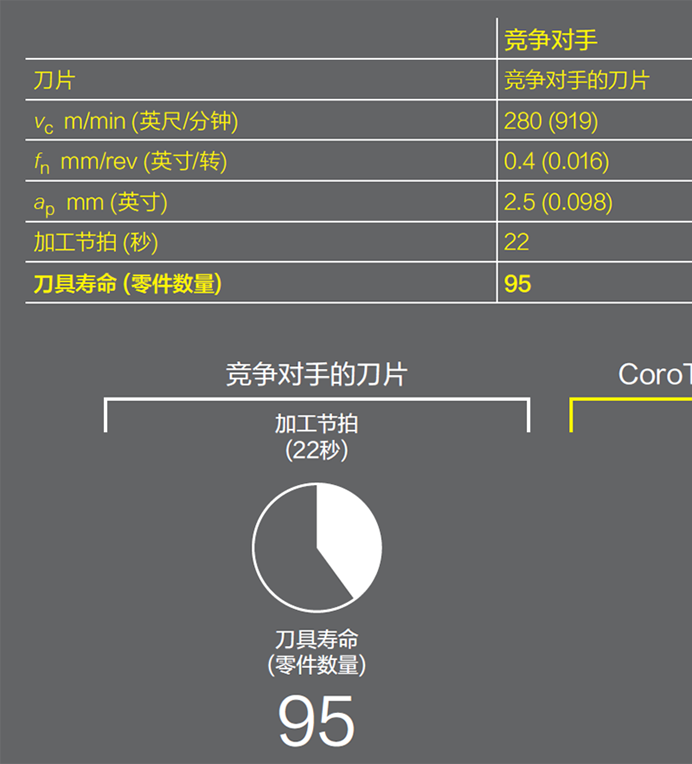
加工案例
曾有一家汽车领域的客户※初加工节拍为22秒,刀具寿命为95个零件。但在采用了PrimeTurning™后,加工速度和进给均实现大幅提高,加工节拍大大缩短至9秒。
加工节拍的缩短使客户的生产效率提高了144%。此外,刀具寿命也增加了一倍,从※初的95个零件增加至190个。
|
零件 |
卡车小齿轮 |
|
材料 |
C45,,非合金 (锰含量 < 1.65%) 180 HB |
|
工序 |
外圆轴向车削和车端面 |
|
机床 |
Mazak Quick Turn Smart 200 |




























































官方微信号

官方视频号
