2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
此项操作法应用于薄板类零件的内孔、外径加工。具体涉及加工该零件的工艺路线设计、夹具设计等。
操作法内容:某薄板类零件在加工时遇到装夹难题,零件结构如图1所示。零件厚度δ=0.5~4mm,外径为φ200图片mm,内径为φ120图片mm,表面粗糙度值要求Ra=1.6μm。

图1 零件示意
工艺分析:
(1)因零件薄、刚性差和加工时受切削力、切削热和内应力的影响,为保证薄板的各项技术要求,车削时采用专用夹具进行装夹。
(2)工艺路线的合理布局。合理的工艺路线是加工薄板零件的关键,因为该板两端平面的精度要求不高,因此,选择厚0.5~4mm的板材作为原材料进行加工。
(3)正确选择车刀的几何角度和车削方法。
工艺路线:
(1)下方料:用剪板机切割成210mm×210mm方料。
(2)车外径:用两顶的装夹方式加工外径,如图2所示。在工装上制出方形通槽,防止工件加工时转动和工件定位方便。为保证工件在工装内定位,在方形槽内安装两个定位销,将工件装入工装通槽内,一端靠紧定位销,用平顶尖将工件顶紧,先用尖刀,采用加工端面槽的加工方法,将薄板正方形边缘去掉,外圆留余量,旋转刀架,采用端面直槽刀车削外径,控制尺寸φ200图片mm。调转工件,将工件装入中心为直径φ200mm与通槽类似工装内,用平顶尖顶紧后,去除薄板工件的飞边、毛刺。
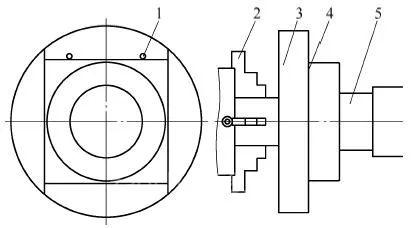
图2 装夹方式示意
1—定位销 2—卡盘 3—工装 4—工件 5—顶紧装置
(3)车内径:用压板压紧的方式将工件固定在如图3所示的工装内,在工装上加工直径φ200mm内径,深度不超过工件厚度,用压板将工作件压紧,车内腔尺寸φ120图片mm。0.5mm薄板加工时,为防止工件变形,可以在工件与压板之间放置一块辅助圆形压板,增强工件强度。

图3 压紧示意
1—工装 2—螺钉 3—压板 4—工件
特色点一:外径加工时所用的平顶尖外圆比工件的外圆小2~3mm,增大压紧面积,防止工件变形。
特色点二:将铣床所用压板压紧结构应用于车床夹具中,工件定位可靠,装夹方便。
特色点三:车外径时,0.5mm厚的板料可以将一组薄板叠起来,同时完成外径加工,车内径时,用圆形厚压板压紧单件或多件0.5mm薄板,防止工件变形。




























































官方微信号

官方视频号
