2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
三瓣模具(见图1)是由模套(见图2)、三瓣模(见图3)及底盘(见图4)组合而成,其中底盘和三瓣模的30°锥面配合,120°等分的三瓣模外锥面与模套的内锥面紧密配合,底盘的30°锥面与三瓣模的30°锥面配研后按触面积均大于70%。
(本篇选自《机械加工特色操作及实用案例》第一章(二十六)三瓣模具的车削操作法)

图1 三瓣模具
图2 模套
图3 三瓣模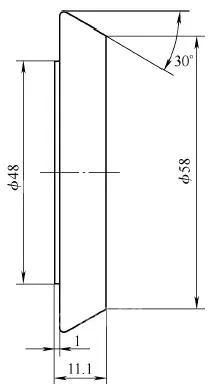
图4 底盘
三瓣模的加工工艺路线:下料→车(内外径留精车量)→划线→钳工(打标记,相邻两面打相同数字)→线切割(按线切割和标记切开)→钳工(研磨线切割加工表面粗糙度值Ra=0.8μm接合面平直)→钳工(三瓣模相邻面分别倒3处点焊用坡口4×45°)→焊(用胎具固定三瓣模进行点焊)→车(内外径留磨量1mm)→外磨(外锥加工好,并使用模套1配研锥面,接触面积大于70%,三瓣模的大端面高出模套0.3~0.5mm)→钳工(打开点焊处,并重新打标记)→内磨(将三瓣模放人模套内,使三瓣模和模套紧密配合,三瓣模的端面尽量敲平)→车(去除三瓣模大端面高出模套的0.3~0.5mm余量,保证两端面在同一平面内,并按图1-114尺寸加工30°锥面)。

图5 加工30°锥面示意
模套的加工路线:下料→车(留调质量)→调质→车(内外径留磨量,长度留量0.5~1mm)→划线→钳工→淬火、回火(37~42HRC)→清洗→内磨(内径,内锥)→车(将模套、三瓣模、底座三件合装之后,底面加工平整)。
底座加工路线:下料(全长按图加长15mm)→车(上端面留假顶尖孔,下端面留中心孔)→淬火、回火(58~62HRC)→清洗→车(选用YT726焊接刀具或立方氮化硼夹固刀具,装夹采用端面平胎和用回转顶尖顶持假顶尖孔双顶的方式,车削30°锥面,如图1-115所示。在配研车削过程中,将三瓣模放在平台上,用三瓣模的30°锥面和底座的30°锥面逐步配研车削,如图1-116所示,车削底盘30°锥面时,在微量间隙配研车削调整过程中,用塞尺检测三瓣模的贴合间隙,当三瓣模处于紧密贴合状态时,底盘的30°锥面和三瓣模的30°锥面也处于紧密配合状态。采用带有30°锥面的专用夹爪装夹底座,如图1-117所示,车削台阶外径及端面并去除假顶尖孔,台阶端面留磨量0.1~0.15mm)→平磨(台阶端面见平,控制长度尺寸)→车(将模套、三瓣模、底盘合装后,将合装后的底面加工平整,如图1-118所示)。

图6 加工底盘30°锥面示意

图7 三瓣模和底盘配研初始状态

图8 专用夹爪

图9 三瓣模和底盘配研后状态




























































官方微信号

官方视频号
