2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
针对异形零件的结构和表面质量要求,设计了一种手推式砂带打磨进料夹具。工件放置在夹具的动夹持块和定夹持块之间,定位夹紧后沿第一直线导向机构推动底座,就可完成工件的磨削进给操作。实践证明,夹具操作简单,定位夹紧方便可靠,能大幅提高零件加工精度、工作安全性、可靠性及工作效率。
1 序言
砂带打磨装置是一种用于对金属或其他材料表面进行打磨处理的工具。在实际生产中,工作人员需要利用打磨机对需要打磨的物件进行表面打磨处理,但当需要打磨的零件较小时,需要打磨的物件的表面不能完全与砂带表面接触,工件手拿打磨既不安全又十分不方便,降低了工作效率,增加了安全隐患。
2 异形零件结构分析
零件结构如图1所示。结构为不规则的T字形异形零件,最大外形尺寸为28mm×11.67mm×22.80mm(长×宽×高);零件各尺寸精度高达IT6级,表面粗糙度值Ra达0.4μm。这就要求零件的最后精加工必须是磨削加工,但零件的形状对最后磨削精加工的定位与夹紧影响巨大,特别是图1所示的斜面结构。

图1 异形零件结构
因此,针对现有技术的不足,本设计以小型异形零件为研究对象,以加工难度最大的斜面为例,设计一种结构设计简单、操作使用方便、定位夹紧可靠、能够提高工作效率并减少安全隐患的手推式砂带打磨进料装置[1]。如图2所示,按产品加工位置初定产品定位示意图,产品轮廓用虚线表示,采用两个活块对产品进行定位和夹紧,以满足加工要求。
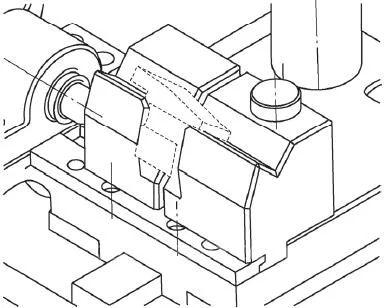
图2 产品按加工位置定位示意
3 手推式砂带打磨夹具整体结构设计
手推式砂带打磨夹具结构、异形小型待加工工件外形如图3所示点划线线框轮廓,本夹具主要对磨削零件的21°斜面(见图1)进行定位和夹紧。平台与总导轨是手推式砂带打磨夹具的导向与导滑基础,平台上布置4个起固定作用的螺钉孔,总导轨安装在平台的正中间,用销钉定位,螺钉紧固。

a)平面图
b)三维图
图3 手推式砂带打磨夹具结构
1、3、6—圆柱头定位销(2件) 2—盘头螺钉(2件) 4—盘头螺栓(2件) 5—内六角圆柱头螺钉(4件) 7—压紧块导轨 8—定位螺母 9—压紧螺栓 10—压紧活块 11—手柄 12—定位销 13—总导轨 14—平台 15—定位活块 16—钢球(6件) 17—底板(2件) 18—底座
两个底板分列在总导轨的两边,通过内六角圆柱头螺钉及圆柱头定位销6,实现底板与底座的定位和紧固,6个钢球分别安装在两底板的球形孔内,使部分球体能露出底板下表面与平台接触起导滑作用。底座的凹槽卡在总导轨上起导向作用,两边平面球形孔与6个钢球接触定位。定位活块与压紧活块的下表面凸台都卡在底座的凹槽内,通过定位销实现定位活块与底座的定位,压紧块导轨对定位活块进行导向,圆柱头定位销1与盘头螺钉实现对压紧块导轨与底座的定位和紧固。定位螺母固定在底座上面,通过盘头螺栓与圆柱头定位销3实现定位螺母与底座的定位和紧固,压紧螺栓与压紧活块联接,定位螺母跟压紧螺栓通过螺旋传动,只要转动压紧螺栓就能使压紧活块移动,从而把待加工零件夹紧在定位活块与压紧活块之间,手柄安装在底座的圆孔内[2]。
3.1 底座结构设计
底座结构如图4所示,材料为45钢,硬度为35~45HRC,最大外形尺寸为108mm×119mm×23mm(长×宽×高)。上表面有6个直径为15.5mm的半球形孔,孔间布置2个直径为6mm的销钉盲孔及4个M4的螺纹孔,还有2个宽10mm、高6mm的凸槽,两凸槽中间形成的凹槽宽15mm、深7mm。其半圆球孔、凸槽、凹槽起主要的导滑、定位及导向作用。左部分的突出结构为安装紧固其他零件用,布有2个直径为6mm的销钉通孔、2个M6的螺纹孔。下表面有1个M20的螺纹盲孔,用于联接手柄,有1个19.5mm×82mm的矩形缺口,2个直径5mm的销钉孔和2个M3的螺纹孔,用于对压紧块导轨的定位和紧固,有1个直径为8mm的销钉孔,用于对定位活块的定位。所有配合面表面粗糙度值Ra为1.6μm。

图4 底座
3.2 定位活块结构设计
定位活块结构如图5所示,材料为45钢,硬度为35~45HRC,最大外形尺寸为34mm×34.5mm×37mm(长×宽×高),右上角有按异形零件结构和尺寸所设定位结构,大斜面用于跟待加工零件的背面接触,其与顶面的夹角为130°,小斜面与顶面的夹角为110.5°,使待加工零件的斜面能高出定位活块而方便进行磨削加工。顶面有1个直径8mm的销钉孔,用于销钉对定位活块在底座上的定位。底部有1个L形的凸块,凸块高5mm、宽10mm,凸块上有2.5mm×2mm的凹槽,用于压紧块导轨及底座的定位和紧固。所有配合面表面粗糙度值Ra为1.6μm。

图5 定位活块
3.3 压紧活块结构设计
压紧活块结构如图6所示,材料为45钢,硬度为35~45HRC,最大外形尺寸为34mm×29.5mm×37mm (长×宽×高),右上角有按异形零件结构和尺寸所设定位结构,其结构和尺寸与定位活块一致,底部L形凸块结构及尺寸也跟定位活块一致。正面有1个直径为11.5mm的半球形孔,用于与压紧螺栓的球形头部配合,在旋转压紧螺栓时,能使压紧活块对加工零件进行夹紧和松开。所有配合面表面粗糙度值Ra为1.6μm。

图6 压紧活块
3.4 定位螺母结构设计
定位螺母结构如图7所示,材料为45钢,硬度为35~45HRC,最大外形尺寸为56mm×26mm×27mm(长×宽×高),为方便定位螺母与底座的定位和紧固,定位螺母采用半圆形加挂耳结构,定位螺母中间设有M14螺纹孔,用于同压紧螺栓配合,实现对加工零件的夹紧与松开,挂耳厚度10mm,两端对角设置两个直径6mm销钉定位孔和6.5mm螺栓通过孔。所有配合面表面粗糙度值Ra为1.6μm。

图7 定位螺母
3.5 压紧螺栓结构设计
压紧螺栓结构如图8所示,材料为45钢,硬度为35~45HRC,由M14螺栓与手轮焊接而成,最大高度65mm,手轮直径70mm,手轮厚度10mm,均布4个直径18mm的减重孔,螺栓头部由直径10mm圆柱和10mm半球组成,方便旋转时与压紧滑块的半球形孔配合,降低旋转摩擦力。所有配合面表面粗糙度值Ra为1.6μm。

图8 压紧螺栓
4 夹具的使用方法和注意事项
使用夹具打磨产品时,先把产品按加工方向,放置在定位活块上,旋转压紧螺栓,使产品在压紧活块和定位活块中定位与夹紧;然后手握手柄,带动整个砂带打磨夹具,通过底座与总导轨实现导向,通过在底板下面露出部分钢球的球体实现在平台上导滑,从而实现对待加工工件的手推砂带磨削加工[3]。
在使用时需注意检测底板内凹槽与导轨导滑面之间及钢球与底座接触是否良好,滑动是否顺畅无阻滞;检查待加工零件在压紧活块和定位活块中定位是否准确,夹紧是否合适、可靠[4,5]。
5 结束语
针对异形的小型零件所设计的手推式砂带打磨夹具,采用自制平台做基础,底座做支撑,总导轨导滑,钢球减摩,定位活块与压紧活块进行定位夹紧,定位螺母和压紧螺栓配合实现夹紧与松开,手柄方便操作进料与退回。经实践检验证明,零件在夹具中的定位与夹紧可靠,操作安全、方便快捷,零件斜面磨削后表面质量和角度精度符合设计要求,相对于手持工件进行磨削,能大幅提高零件的加工精度、工作安全性、可靠性及工作效率。
参考文献:
[1] 李红顺,尚凯. 刃磨硬质合金刀片R圆弧的夹具设计[J]. 工具技术,2016 ,50(11):116.
[2] 孟少明,李培,肖芝. 一种手推式砂带打磨进料装置:CN202022723899.3[P]. 2020-11-23.
[3] 王露露,巩桂芬,陈宁. 线接触式三维定点夹具设计[J]. 制造业自动化,2018,40(2):135-136.
[4] 梁宇明. 双偏心孔工件的专用夹具设计[J]. 制造技术与机床,2021(4):39-43.
[5] 杨中宝,张杰刚,刘海燕,等. 薄壁件内撑自平衡柔性夹具设计[J]. 制造技术与机床,2021(4):54-56.
本文发表于《金属加工(冷加工)》2022年第10期53~56页,作者:湖南化工职业技术学院 孟少明、向红娓、肖芝、李培 中国航发南方工业有限公司 聂慧萍 ,原标题:《异形零件手推式砂带打磨夹具设计》。




























































官方微信号

官方视频号
