2025年11月17日
海德声科2025年11月17日
深视智能2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
1.概述
在零件的生产过程中,由于设备自身存在加工限位,许多零件在满足设备的其它加工条件时,却无法实现在此类设备上加工,进而需要在加工范围更大的设备上加工,无形中增加了零件的加工成本 。通过工装治具或工艺措施,可以解决部分零件的上述问题。在保证了产品的正常生产的同时,又可以控制零件的加工成本,同时也不会增加其它设备的加工负荷,特别是一些批量件,会有更显著的效果。这就是利用小创新,实现大价值的一种体现。
2.思路分析
中国有色(沈阳)泵业有限公司(以下简称泵业公司)生产的长螺栓、介杆、活塞杆等零件在加工六方、扁或键槽时,由于超出铣床的加工范围,必须在130镗床 进 行 加 工。现 通 过 设 计 一 种 铣 床 加 长 支座,如图1所示,使立铣、万能铣工作台有效加工长度延伸,进而扩大铣床的加工范围,可以实现铣床加工上述零件。
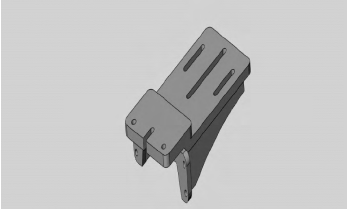
图1 加长支座三维图
3.实施方案分析
(2)为了保证工作台的平行度要求,前端定位基面必须与后端工作基面平齐,保证装配时,支座工作基面与铣床工作台高度一致;即 H=H1。
(3)实用机械加工工艺手册中要求,工作台同轴度要求精度<0.01mm。为了能够保持加工轴类零件时,工作台轴线与加长支座轴线保持在同一直线上,前后两端的定位键槽宽度尺寸及位置度有一定要求,通过定位键与前端键槽的定位,保证支座与工作台的中心线位置一致,后端键槽与分度头(或顶尖座)定位键定位;通过数控机床精铣键槽,能够达到同轴度要求。
(4)上端及侧壁共6处 M12螺栓把合,保证了支座在零件加工时的稳定性,减少了因零件长度过长而导致零件颤动对零件加工质量的影响。加长支座装配见图2。
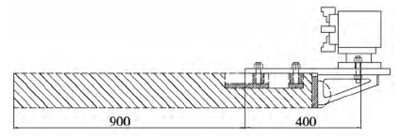
图2 加长支座装配/mm
4.强度研究的方法
机器的受力情况只有在真实机器上进行测定,但是随着人们的不断实践,逐渐积累经验,就有可能忽略某些次要因素,针对其主要因素进行模拟分析研究。即使在机器还没有制造出来以前,可以先采用不同的材料,按照不同的比例尺寸制作模型,并且可以在模型上逐个地加以某些载荷,以查明各种载荷对机器受力情况的影响。模型的制作和加载都比较方便。根据模型 试验的结果可以改进机器的结构。通过更多的实践,人们积累了丰富的经验,就有可能采用一定的假设简化机器结构及其承载情况,然后采用比较近似的理论分析方法进行强度计算。但是由于被简化后的计算方案与机器的真实受力情况总有一定的差别,而且通常采用的简单算式往往只是近似的,所以理论计算常常需要有相应的试验研究来校核。对于某些受力情况复杂的机器零部件,理论计算中还需引进试验系数,全部或者部分地采用经验数据。
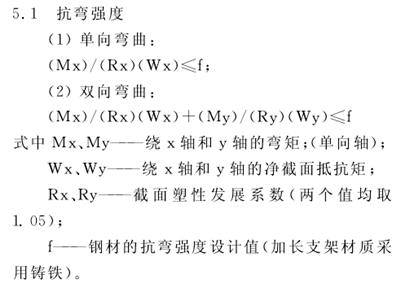
5.强度参数计算
在交变载荷的作用下,应力集中有很大的危险性。大量的疲劳破坏都是与圆角半径过小、表面划伤、孔以及其他高的应力集中源有关。与静强度不同,疲劳强度具有极为明显的局部特性,这就说明应力局部增高,材料的点缺陷有很大的影响。
经过Solidworks三维仿真模拟软件测试后,上端及侧壁共6处 M12螺栓把合提供的压力强度满足工作时强度要求范围内,可以使用。
5.2 机械性能测试
在很接近实际工作条件下进行模拟实验研究是确定零件疲劳极限的最精确的方法。试验时在万能或者专用疲劳试验机上进 行的。为了确定疲劳强度,我们对6~20个试样进行试验。在必须得到统计评估值的时候,被试验试 样 应该增加 到 几十个。但是,实际元件的试验研究并不总是可能的,而且是不合适的。在这种情况下,要进行试样试验,模拟实型零件危险区的应力状态,模拟应力集中源、绝对尺寸、工艺、复层、温度、介质等方面应尽可能地接近实际工作条件。通过对材质冲击试样和拉伸试样的研究,材质选择负荷测试标准,可以使用。
6.预期成果
(1)降低了零件的加工成本;以 D400/9型隔膜泵为例,超行程高强螺栓合计20余根/台,活塞杆3根/台估算约降低成本5 600元/台,按年产50台估算约节省280000元。合理的降低了泵业公司的生产成本。
(2)更深层意义在于可减轻数控130镗的生产负荷,为更多的创造价值提供了优越的条件。
(3)活塞杆等工件加工周期长,在现有的工期内可以节省等待 130T 铣扁时间,拒绝大设备干小活的生产思路,更快更好的完成生产计划,提高计划完成率。此支座现已应用于大型隔膜泵高强定位长螺柱的六方加工中;通过使用过程中的观察,零件加工后的尺寸符合图纸要求,此项目已达到了预期的成果。
7.相近实例应用
(1)泵业公司现有设备:万能铣、立铣配备加长支座可以加工超行程螺栓、活塞杆等;
(2)泵业公司现有设备:160T 配备辅工作台可以连续装卡2件左中右腔体等增大加工范围;
(3)泵业公司现有设备:数控曲轴磨床配备改造卡盘可以免配盘磨削;
(4)泵业公司现有设备:车铣组合机床配备旋转工作台可以加工除曲轴外其它镗序工件,拓展加工范围。
8.结语
在现有设备的基础上通过改造可以拓展设备的加工范围,对离散型制造企业有这很大的实用效益,(批量生产的转机也会起到很大作用)。此项目的实施成功,解决了长度在800~1 200mm(部分工件规格可增加至1 300mm)范围内长螺柱、介杆、活塞杆的六方、扁或键槽在铣床不能加工 的问题,降低了产品的加工成本同时减轻了数控130镗的生产负荷。同时也为其他超行程工件的加工提供了思路和方法,对加工生产有重要意义。




























































官方微信号

官方视频号
