2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
此项操作法应用于薄板类零件的加工。具体涉及加工该零件的夹具设计和工艺设计等。
(本篇选自《机械加工特色操作及实用案例》第一章(十九)薄板类零件的倒角及钻孔加工操作法)
操作法内容:薄板类零件,如图1所示,材料厚度为t,45钢,在机床上的装夹问题一直以来都是困扰难题。目前,大多数企业在薄板类零件加工时,利用自定心卡盘夹紧,需要操作人员重复开车、停车装夹工件,生产效率低。

图1 零件
主要工艺过程:下条料(剪切机)→落料(冲压机)→倒角(车床)→引孔(台钻)→钻60°孔(台钻)→钻φ1mm孔(台钻)→检验。
特色点一:条料和落料,下条料采用龙门剪板机(DLB-12/3050)剪切条料。落料使用250t闭式单点压力机冲制,模具结构为导柱导套式冲裁模(见图2)。该套模具有导向装置,模具精度高,能保证冲制的产品质量。模具结构简单、更换方便,通用性较好,根据不同产品尺寸更换凸凹模和退料板即可。
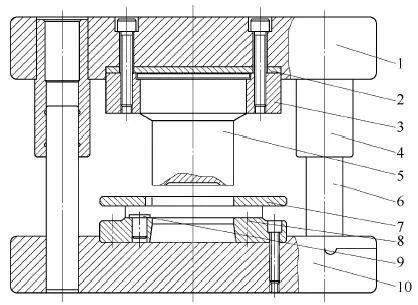
图2 导柱导套式冲裁模
1—上模板 2—垫板 3—凸模座 4—导套 5—凸模 6—导柱 7—退料板 8—凹模 9—定位销 10—下模板
特色点二:倒角使用的设备为卧式车床,专用夹具(见图3)与主轴采用螺纹止口配合。安装完夹具后,挡板要固定好,不得转动。夹具安装完毕后,用检验体检验夹具的径向圆跳动和轴向圆跳动,调到图样规定范围内才能开始生产。
整套夹具的工作过程:装工件推入夹瓦,右手顶住工件靠紧定位面,同时左手将手柄4向上推,带动紧固圈5旋转,推力轴承8推动夹瓦座6轴向移动,利用夹瓦座6和夹瓦7的15°配合斜面,夹紧工件。车制倒角,加工完毕,左手将手柄向下拉,夹瓦松开后工件自然脱落。
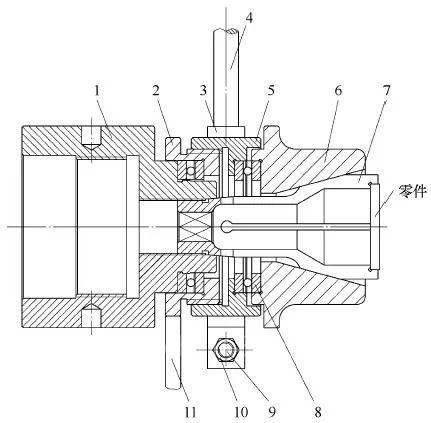
图3 倒角夹具
1—法兰盘 2—紧固圈座 3—固定圈 4—手柄 5—紧固圈 6—夹瓦座 7—夹瓦 8—推力轴承 9—螺钉 10—螺母 11—挡板
该套夹具的应用范围比较广泛,如各种饼料零件加工、壳体类零件加工等;具有上下料方便、定位可靠、加工效率高等特点;还具有一定的通用性, 不同尺寸的零件只需更换夹瓦和夹瓦座即可,夹具更换方便。
特色点三:引孔,钻模结构如图4所示。

图4 钻模
1—模板 2—钻套 3—螺钉 4—螺母 5—圆柱销 6—压板 7—支承钉
引孔使用的设备是台钻,钻模夹具用于板料的引孔工序。该钻模夹具工作过程:将螺母4松开,带动螺钉3沿圆柱销5转动,打开夹具,将工件放入模板1并靠紧定位面A,然后用压板6压紧零件,再沿圆柱销反向旋转螺钉,拧紧螺母,即可通过钻套2引孔。该夹具的特点是,能够保证孔的位置精度,适合批量产品的生产使用,生产效率高,尺寸稳定。




























































官方微信号

官方视频号
