2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
本操作方法应用于一种在球体上镂空正十二面体的加工。
通过设计内球圆弧夹具装夹已经在球体上划线确定正十二面体镂空圆圆心位置的球体,通过把正十二面体圆心位置找正到机床回转中心,依次在球体上加工台阶孔完成在球体上镂空正十二面体的加工(见图1-136)。
(本篇选自《机械加工特色操作及实用案例》第一章(三十)球体镂空嵌套正十二面体的车削操作法)

图1-136 镂空正十二面体
加工工艺方案如下:车削一个带夹头φ30mm、直径φ80mm的球体零件(见图1-137),φ30mm夹头端面上保留中心孔,采用UG绘图取点测量出球体顶点距离球体直径表面上同一平面内的5个正十二面体的距离是22mm,上下相邻不在同一平面球体表面上5个圆柱孔平面间的距离是36mm,用万能分度头夹住φ30mm直径,在球体上划十等分线,卸下工件,将夹头中φ30mm的平面放在平台上,用游标高度卡尺测量距离球顶22mm处划圆,调整游标高度卡尺,下降36mm,在球体表面划圆,用点冲在球体表面上取球体表面上十二个圆柱孔的中心点。将收点后的球体工件装入图1-138所示的夹具中,用顶尖顶持φ30mm端面的中心孔,顶正工件,拧紧旋紧套(见图1-139)。移除顶尖,去除φ30夹头,以球体表面为测量基准,依次车削台阶孔,尺寸分别为φ39mm孔深10.7mm、φ29mm孔深7mm、φ19mm孔深7mm、φ9mm孔深7mm。加工完毕后在台阶孔内用胶枪注入热熔胶,松开旋紧套,旋转工件180°,用尾座顶尖的尖点找正球体上点冲位置,锁紧旋紧套,按类似方法车削台阶孔并注入热熔胶,同理,依次加工球体表面上的12个正十二面体的台阶孔(见图1-140)。加工完毕后取下工件,将工件放入沸水中,融化热熔胶,用专用工具清除热熔胶,去除飞边,加工完毕(见图1-141)。

图1-137 球体

图1-138 夹具结构示意
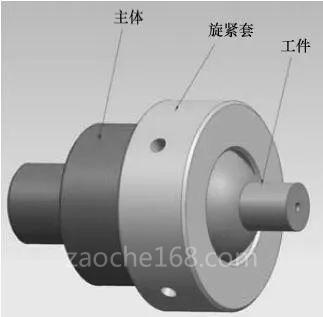
图1-139 安装示意

图1-140 加工展示

图1-141 零件成品




























































官方微信号

官方视频号
