2025年11月14日
配天机器人2025年11月14日
TE2025年11月14日
西门子2025年11月14日
新时达2025年11月14日
蔡司工业
2025年11月13日
埃尔森
2025年11月10日
BBS
2025年11月07日
劳易测
2025年11月06日
和利时
2025年11月14日
威图
2025年11月14日
TE
2025年11月14日
KUKA
2025年11月14日
先导智能
2025年11月14日
TDK
数控系统提供了一些测试软件功能,用于数控机床新机的伺服优化及机电匹配,同时灵活使用这些测试功能,也可作为故障诊断的辅助手段。以解决加工表面质量问题为例,简单介绍FIDIA数控系统ERRE测试功能的使用方法。
01 序言
为测试两轴联动插补运动时的动态响应状态,意大利FIDIA数控系统提供了ERRE测试功能,该功能可以数字化记录两根轴一段往返行程的运动过程,图形化显示出理论和实际位移之间偏差的曲线数据[1]。通过对测试图形结果进行分析,可用于伺服优化,同时也可作为故障诊断的重要辅助手段[2]。以下就简单介绍一下FIDIA数控系统ERRE测试功能的使用方法。
02 FIDIA数控系统ERRE测试功能介绍
在使用ERRE测试功能时,需要进入ERRE系统界面中进行一些相关参数设置(见图1),包括以下9个主要的参数:ERRE_AXIS1、ERRE_ AXIS2、ERRE_MOVEMENT1、ERRE_MOVEMENT2、ERRE_LMIN、ERRE_LMAX、ERRE_ERRCD、ERRE_FILEREC和ERRE_THRESHOLD。
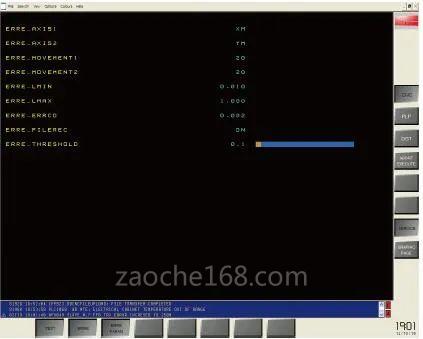
图1 ERRE参数界面
(1)ERRE_AXIS1 该参数用于选择需要做测试的第1轴,如X、Y、Z、A和C等。
(2)ERRE_AXIS2 该参数用于选择需要做测试的第2轴,如X、Y、Z、A和C等。
(3)ERRE_MOVEMENT1 该参数用作定义第1轴测试过程中移动的距离(单位:mm),缺省设定值为2。
(4)ERRE_MOVEMENT2 该参数用作定义第2轴测试过程中移动的距离(单位:mm),缺省设定值为2。
(5)ERRE_LMIN 该参数用作定义两个连续点的最小距离(单位:mm),缺省设定值为0.01,对应FPDGT LMIN参数(数字化记录最小值)。
(6)ERRE_LMAX 该参数用作定义两个连续点的最大距离(单位:mm),缺省设定值为1,对应FPDGT LMAX参数(数字化记录最大值)。
(7)ERRE_ERRCD 该参数定义弦波误差值(单位:mm),用来设定自动记录点的公差及频次,缺省设定值为0.002,对应FPDGT ERCD参数(数字化记录弦向误差)。
(8)ERRE_FILEREC 该参数如果关闭,每次测试结果就都会保存在临时文件中,当前测试结果会把上一次的测试结果覆盖,上次的测试结果将会丢失。如果该参数打开,测试结果就将保存在C:\FIDIA\TEST目录下的文件中,文件名会按照数字顺序(xx:01、02……)自动进行编号。
(9)ERRE_THRESHOLD 该参数用于定义最大允许偏差值(单位:mm),缺省设定值为0.1。如果一个点或多个点超出该参数设定值,则会在测试结束后,在信息栏中显示出来。在执行ERRE测试前,需要关闭数控系统中CQA(平移)、FSC(比例因子)及SWCNC等功能(可通过执行RESET EXE命令,初始化相关设定)。执行ERRE测试时,数控系统自动打开DGT(数字化功能)和自动运行功能,同时ERRE系统界面中的参数界面设定值激活。ERRE测试执行结束后,数控系统界面将会图形化显示出理论和实际位移之间偏差的数据曲线[3]。
03 ERRE测试功能应用案例
一台FIDIA K系列五坐标加工中心,在XY平面上,加工一条斜线侧壁时工件表面出现表面波纹问题(见图2),无法满足工件交付要求。排除加工相关因素后,怀疑设备本身动态特性存在问题。

图2 工件表面出现波纹
使用ERRE功能对X 、Y 轴进行测试, 移动进给速度为8000mm/min,主要测试参数如下。ERRE_AXIS1:X;ERRE_AXIS2:Y;ERRE_MOVEMENT1:100mm;ERRE_MOVEMENT2:100mm。
机床实际上会按照以下程序自动运行。
G54 G90
X0. Y0. F8000
X100. Y100.
X0. Y0.
M30
ERRE测试结果如图3所示,从图3中可以看出,加减速阶段最大偏差±0.03mm,在往返的中间过程中,跟随误差波动频繁,且偏差较大,最大达到±0.018mm。

图3 X轴和Y轴ERRE测试结果
由此可见,X轴和Y轴两轴做直线插补时,两轴的动态特性不匹配,造成最终的插补位置不稳定。但只是通过此测试结果,无法判断具体是哪根轴存在问题,造成这个结果的原因可能是某根轴运动控制存在问题,或者两根轴都存在问题。因此可以使用ERRE测试功能对X轴和Z轴或者Y轴和Z轴进行测试,根据测试结果进行对比和排除。
继续使用E R R E测试功能, 对Y 轴和Z 轴进行测试,使用同样的测试参数,测试结果如图4所示。从图4中可以看出,加减速阶段最大偏差±0.006mm,在往返的中间过程中,跟随误差波动及偏差正常,最大偏差±0.003mm。由此可见,Y轴和Z轴两轴做直线插补运行正常。主要测试参数如下。ERRE_AXIS1:Y;ERRE_AXIS2:Z;ERRE_MOVEMENT1:100mm;ERRE_MOVEMENT2:100mm。

图4 Y轴和Z轴ERRE测试结果
机床实际上会按照以下程序自动运行。
G54 G90
Y0. Z0. F8000
Y100. Z100.
Y0. Z0.
M30
通过第二次测试结果,可以排除Y轴问题。问题聚焦在X轴,通过对X轴进行深入排查,发现X轴丝杠由于润滑不足而导致磨损较为严重,丝杠反向间隙较大。X轴采用光栅尺闭环控制,造成该轴移动时由于负载变化而影响到移动速度波动,进而影响插补运动不稳定。更换X轴丝杠后,斜线侧壁表面波纹问题消失(见图5),故障解决。

图5 更换X轴丝杠后的工件表面
04 结束语
影响工件加工质量的因素很多,与操作、编程、工装夹具、刀具及设备动态特性等都有关系,遇到此类问题,需要逐一分析和排除。FIDIA数控系统ERRE测试功能不仅可以用作加工工件质量问题诊断,也是伺服优化的一个重要工具,可依据测试结果进行加减速度、速度环积分时间及S型加减速时间相关参数的优化调整。掌握该功能的使用方法,不但可以提高设备维护人员的技术水平,还可缩短故障诊断时间。
参考文献:
[1] 意大利FIDIA公司. FIDIA CNC SOFTWAREINSTALLATION V5.3 VERSION[Z]. 2014.
[2] 刘希金. 数控机床故障检测与维修问答[M]. 北京:机械工业出版社,2003:142-150.
[3] 沈兵. 数控机床数控系统维修技术与实例[M]. 北京:机械工业出版社,2001:544-546.
本文发表于《金属加工(冷加工)》2022年第10期90~92页,作者:昌河飞机工业(集团)有限责任公司 胡辉,原标题:《制作卧式铣床简易工装解决产品装夹定位问题》。




























































官方微信号

官方视频号
